CIV
Rosebank Distillery, Falkirk, Stirlingshire
June 14th, 1926
According to authentic records Whisky distilling in some degree has been carried on at Falkirk for nearly a hundred and thirty years, and appears to have fathered importance with progress of time. The burgh archives disclose the fact that on the site of the well-known Rosebank Distillery a firm of the name of Stark Brothers were making and distributing a Whisky which achieved some popularity at the time. Starks’ works were on the site of the Rosebank Distillery, which is admirably situated with respect to delivery and despatch of merchandise, because it is intersected by the Clyde and Forth Canal, and is bounded by the high road from Falkirk to Glasgow.
So far as can be gathered there are no historic associations with the distillery beyond proprietorships which have disappeared in the mutations of commercial and industrial life. The works are about a mile from Falkirk and half a mile from the River Carron. They are somewhat scattered, for they are in three detached buildings. This is accounted for by the fact that on the far side of the canal stand a mass of structures which originally was a small distillery, and became absorbed in the Rosebank venture when, under enterprising control, it was developed into one of the more conspicuous units of an important industry.
Originally, it is said, the site was chosen on account of the inexhaustible supply of water, which was suitable for distilling as well as for brewing. In fact the water was of so excellent a character for those purposes that a famous firm of brewers, James Aitken and Company, of Falkirk, carted the water to their brewery in the earlier half of the last century. At one time the present distillery premises was a malting, but in 1840 Mr. James Rankine commenced a distillery there. The business grew to such an extent that it became necessary to enlarge the works, and about sixty years ago Mr. R. W. Rankine, who succeeded his father in the proprietorship, swept away most of the old premises and erected modern ones, which he equipped with up-to-date plant. That a large business was transacted there is proved by the fact that the various houses and stores cover three acres of ground.
The distillery comprises three distinct blocks of buildings, which, as has been stated, are intersected by the canal and the high road, but the lay-out is eminently adapted to convenient working.
THE WORKS.
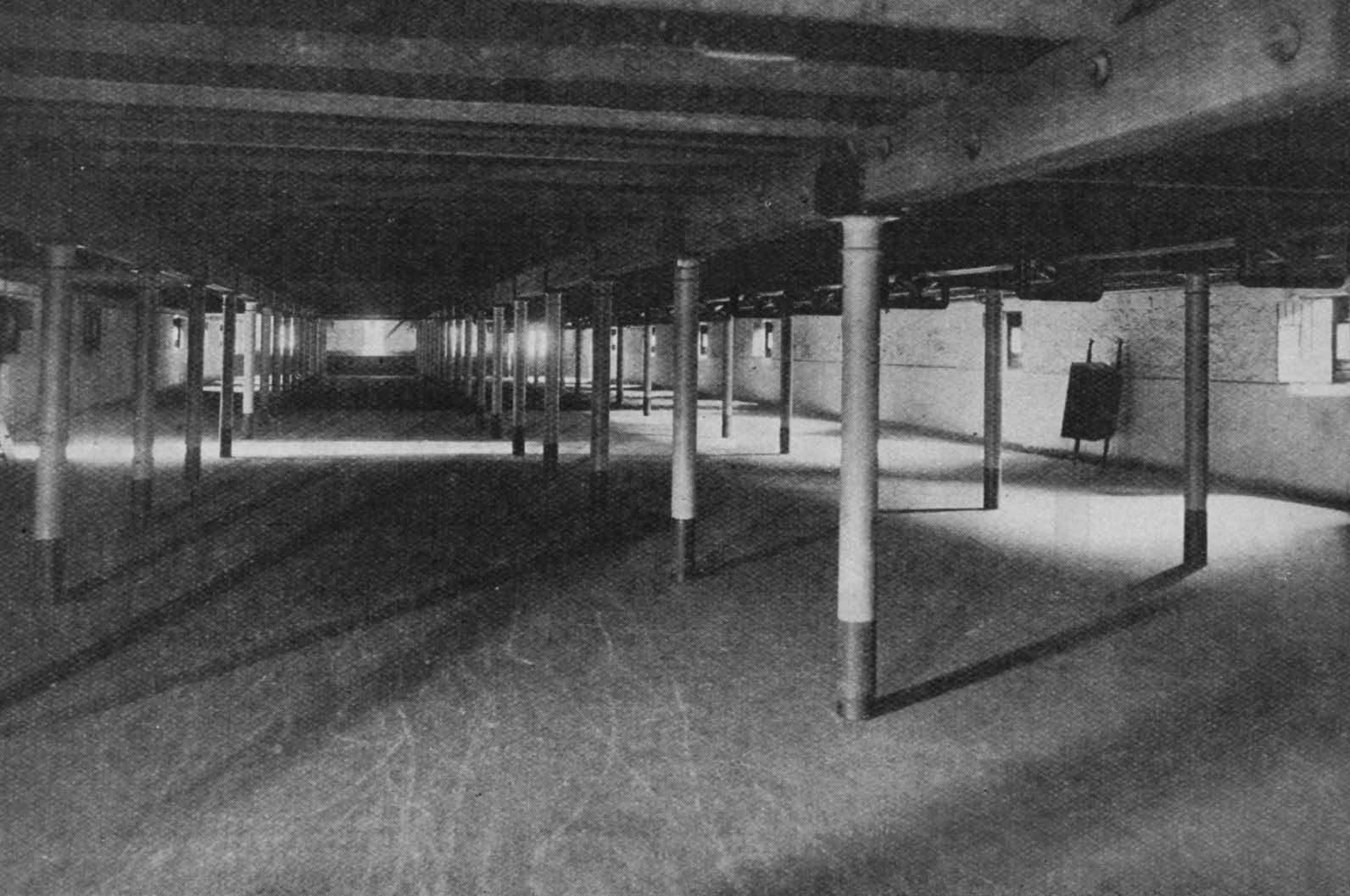
The barley is delivered at the maltings on the side of the canal opposite to the principal works. It is tipped into a 80 quarters hopper, and carried by an elevator to an adjoining floor, where it is at once passed through a cleaning machine. By another elevator it is delivered by the band system to the barley loft, which is 250 ft. by 50 ft., with a capacity of between 3,000 and 4,000 quarters. After being cleaned it is put into hoppers and dropped through sluices on to another band and deposited in the 90 quarter steeps on the floors at the west end of the building. The discharge of the barley in the steeps and the removal to the next stage are done by hand labour.
THE KILN HOUSE.
The kiln in which the barley is dried is 60 ft. by 36 ft. To undergo this operation the barley is brought up by an elevator and evenly spread over the kiln, which is fired up with peat and malting coke. The drying process occupies from 60 to 65 hours, and on the completion of this stage the grain is put into the malt deposits, which are on the same level as the kiln. These deposits, which are laid with a wooden floor, measure 60 ft. by 40 ft. When the malt is required for use it is put into bags and carted across the canal to the other buildings for distillation purposes. It should be explained that there is another malt deposit below, and that each will hold about 15,000 bushels of malt.
King’s patent regulators are installed in the kilns; outside is the peat and coke shed, which will hold 80 tons of peat and about 40 tons of coke.
Across a gangway, on the same side of the canal, is another barley loft, 36 ft. by 24 ft., with special contrivances in the floor for filling the steeps, and well lighted and ventilated. Below is another malt floor, with a steep holding 30 quarters.
All the malt is loaded into sacks and carried to the kilns, both being on the same level, and having similar wire floors. One kiln is 60 ft. by 36 ft., and the other of almost the same dimensions. After the malt is dried it is taken to the malt deposits on the same floor level, both of which are lined with wood. The upper deposit is 70 ft. by 20 ft., will hold 4,000 bushels, and is well lighted from the roof.
The next stage is that the grain is loaded into bags and taken across the canal for the further operations. There the malt is emptied into a hopper and conveyed by elevators to the malt deposit on the top floor. Afterwards it is passed by a screw to a cleaning machine on the second floor; and, having been cleaned, it goes on to an automatic weighing machine and thence into the malt mill, which has four steel rollers, and will crush about 25 quarters an hour.
Having reached the grist stage, the material is conveyed by screw and elevators to the grist hoppers, which are situated close to the mash tun. It should be stated that the crushing mill, as well as the screws and elevators, are operated by an electrically-driven motor. The grist is conveyed to the mashing machine by screw, and the liquor and grist are put in together. The brewing tanks, or heaters, which are respectively of 5,000 gallons, 4,000 gallons and 2,000 gallons capacity, stand on iron columns.
THE MASH ROOM.
The iron mash tun is 24 ft. by 5 ½ ft., and will hold 50 quarters. The wort from mash tun is pumped to the iron coolers on the top floor, which are about 30 ft. square. The liquor is then run to an open refrigerator at the end of the house, thence by pipe to the wash-backs – eight in number, of about 4,000 gallons working capacity. During the process of fermentation in the wash-backs the switching is done by means of an electric motor.
The next stage shows the liquor passing from the wash-backs to the wash-charger through copper pipes 3 ½ in. in diameter. This charger, which is made of iron, will hold 9,000 gallons.
THE STILL HOUSE.
In the still house are two low-Wines stills and a wash-still. No. 1 low-Wines still will hold 2,220 gallons, and No. 2 will accommodate 1,200 gallons, while the wash-still has a capacity of 3,864 gallons. There are also in the still-house four receivers for low-Wines and feints, and Spirits. The low-Wines and feints receiver will hold 2,000 gallons; No. 1 feints receiver will deal with the same quantity, and No. 2 feints receiver about 1,600 gallons. The feints and low-Wines are pumped to the feints charger in the still-house, in which also are situated the Spirit and sampling safes.
As to steam generation there is a Lancashire boiler, and it operates an overhead crank engine of 20 h.p. – a useful piece of machinery, which has not been off duty for nearly 50 years.
The Spirits are pumped from the receiver into the Spirit vat in another part of the building, which holds 2,039 gallons. There it is reduced and filled into casks, which are weighed and put into store.
In the yard is a pump for filling an elevated tank of 6,000 gallons, and from this receptacle the water runs into the brewing tanks by gravitation.
THE WAREHOUSES.
The six warehouses are of vast capacity, and at the time of our representative’s visit contained between 8,000 and 9,000 casks of Spirit. Nos. 1 and 5 warehouses have three storeys, Nos. 2, 3 and 4 one storey each, and No. 6 four storeys. No. 6 is detached from the others. The filled casks are taken up to the floors by a hand windlass in the case of the first five, and by a hydraulic hoist in No. 6.
Outside the main building are the worm tubs.
Nothing but pure Malt Whisky is made at Rosebank Distillery, which turns out about 170,000 gallons a year. The owners are the Scottish Malt Distillers, Ltd., who took the business over from the Rosebank Distillery Company, Ltd., in 1914, and the manager is Mr. Wm. C. Hunter.
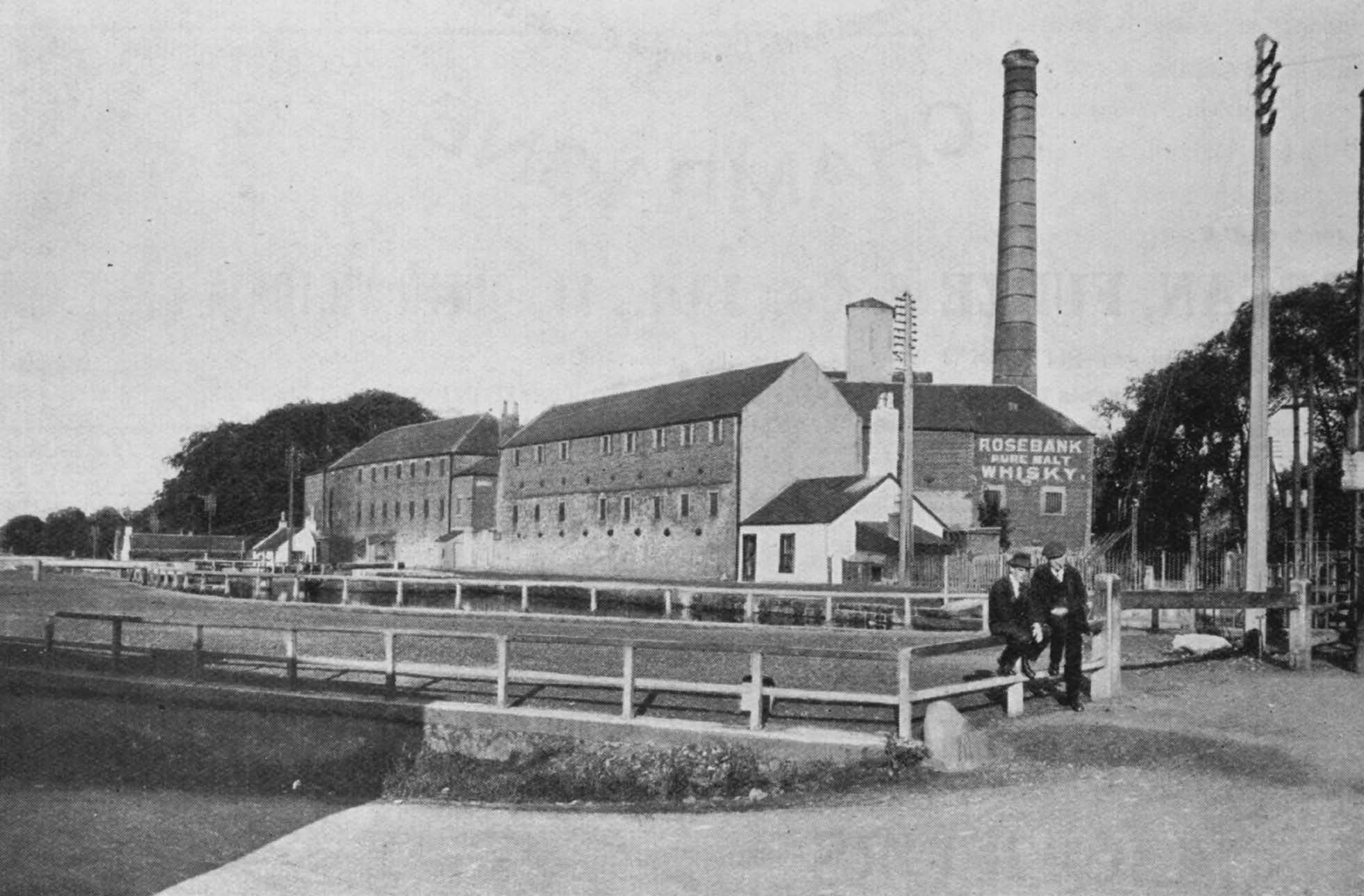
Rosebank Distillery.

Rosebank : Offices.
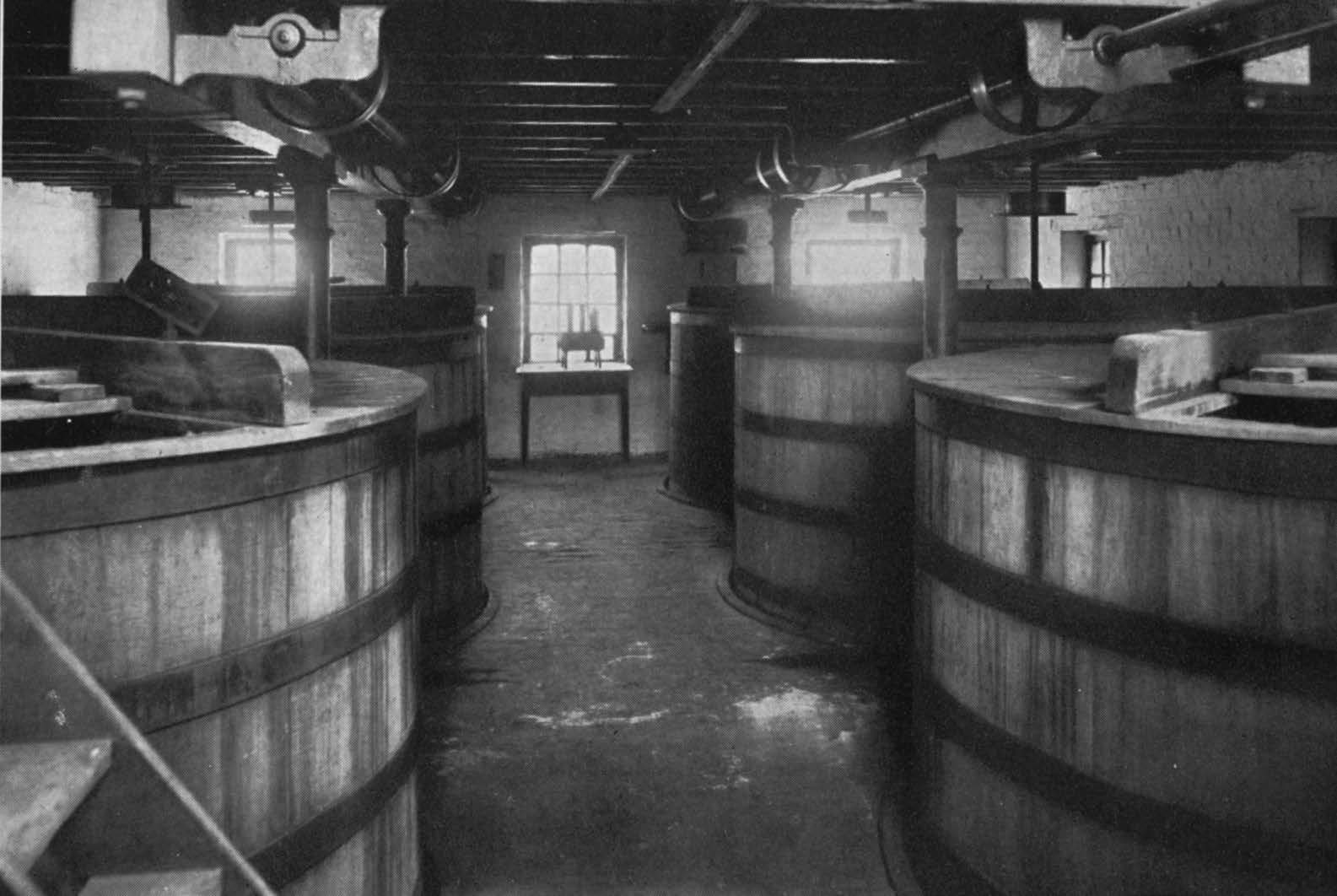
Rosebank : Tun Room.

Rosebank : Barley Loft.
Rosebank : Malt Floor.
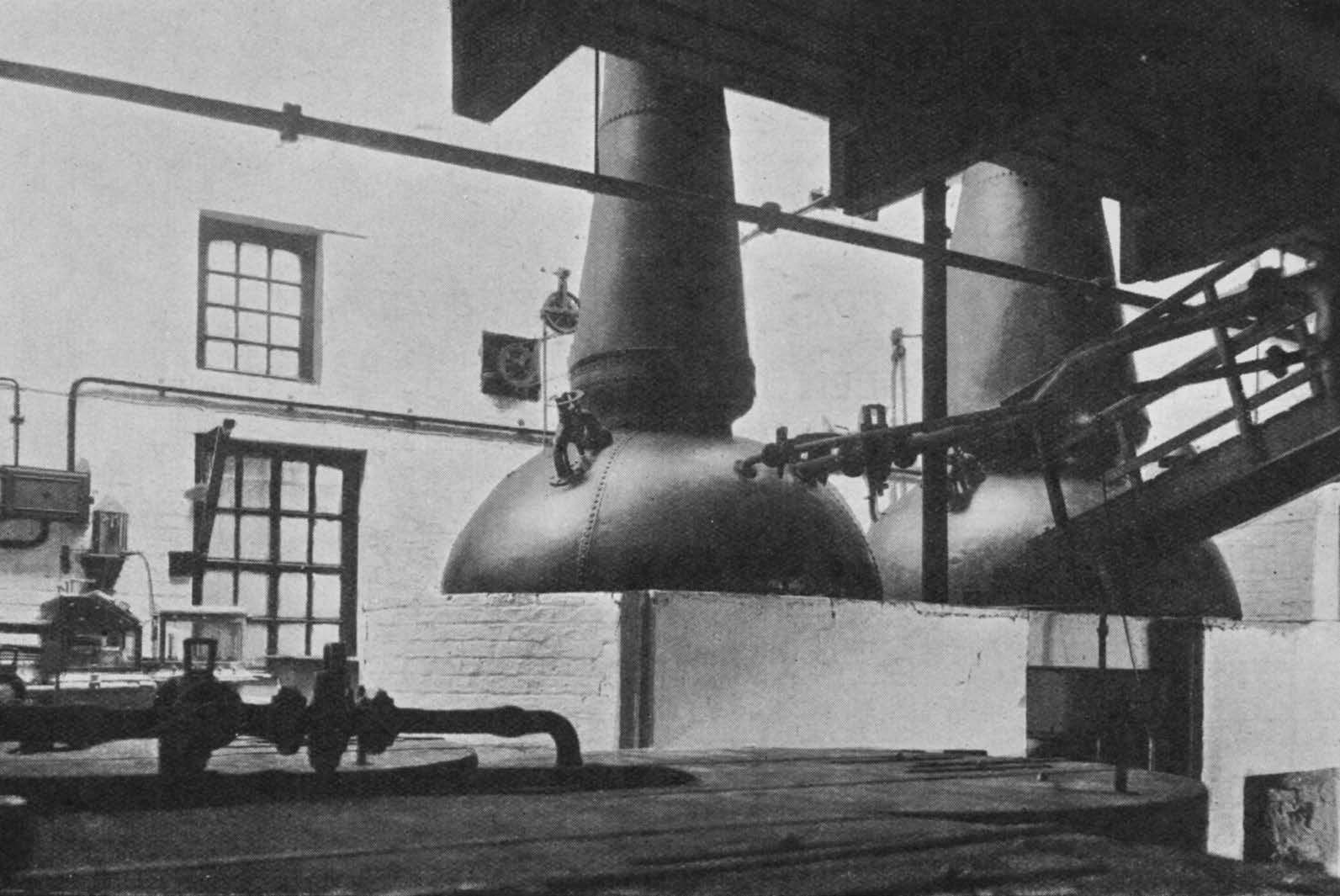
Rosebank : Still House.
Images © The British Library Board